HIỆU CHUẨN ĐỒNG HỒ SO
HIỆU CHUẨN ĐỒNG HỒ SO
- Giới thiệu đồng hồ so: Đồng hồ so là một thiết bị quen thuộc trong lĩnh vực gia công cơ khí hoặc xây dựng. Đây là một thiết bị dùng để kiểm tra chiều cao, độ dày, độ đào của các chi tiết, ứng dụng linh hoạt khi kết hợp với các thiết bị khác như thước đo cao, bàn đá, đế từ chân gập, thiết bị canh tâm,…
- Phân loại đồng hồ so
- Đồng hồ so loai tiêu chuẩn: Đầu đo và trục đo có thể di chuyển lên hoặc xuống, vạch đo từ 0.002mm đến 0.01mm và phạm vi đo từ 0-1mm hoặc 0-5mm hoặc 0-10mm.
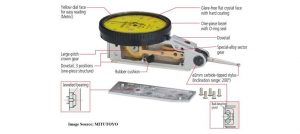
- Đồng hồ so loại chân gập ( đòn bẩy ): áp dụng nguyên lí đòn bẩy để khếch đại sự di chuyển của đầu đo, đầu đo nhỏ và góc đo có thể thay đổi tự do. Đồng hồ này có khoảng đo nhỏ, thường là dưới 1mm, nhưng độ phân giải tốt hơn: 1 µm , 2 µm , 5 µm.
- Đồng hồ so lớn ( loại dài ): là đồng hồ so tương tự loại tiêu chuẩn, nhưng có phạm vi đo lớn hơn. Phạm vi đo từ 20mm-100mm và độ chia vạch đo từ 0.01mm trở lên.
2.1 Loại tiêu chuẩn
Cấu tạo và hoạt động: Đồng hồ so là một thiết bị có cấu tạo bao gồm: mặt số, vít hãm, vành, tay cầm, kim chỉ số vòng, thanh đo, đầu đo, ống lót dẫn hướng thanh đo cùng một số bộ phận khác. Kim dài chỉ số mịn, kim ngắn chỉ số thô. Khi đầu đo di chuyển, cơ cấu bánh răng sẽ khếch đại thành chỉ số đo trên mặt đồng hồ.

Sử dụng: thiết bị được gắn lên bàn đá hoặc đế từ chân gập ở phần ống lót. Phần đầu đo được tiếp xúc với mặt đo ( mặt chuẩn ), xoay mặt đồng hồ về “0” để cài đặt điểm zero. Nhấc kim lên một đoạn và đưa chi tiết vào bên trên bề mặt chuẩn, nhẹ nhàng cho đầu đo chạm lên chi tiết cần đo, đọc chỉ số trên mặt đồng hồ từ kim dài và kim ngắn. Mặt chuẩn ở đây có thể là mặt bàn đá, mặt của căn mẫu hoặc vị trí trên chi tiết cần so sánh.
Ví dụ dưới đồng hồ ở hình trên: kim dài xoay quá 2 vòng và đến sô 10, kim ngắn xoay một vòng qua số 1. Cách tính kết quả là: 1mm + 10*0.01mm = 1.10mm. Ở đây 1 vạch chia tương ứng với 0.01mm.

2.2 Loại chân gập
Cấu tạo và hoạt động: loại chân gập dựa trên nguyên lí đòn bẩy, gồm đầu đo và cơ cấu bánh răng phóng đại sự di chuyển của đầu đo thành chỉ số đọc trên mặt đồng hồ. Loại này có chuôi gắn lên các thiết bị gá như đế từ chân gập, bàn đá hoặc thước cao.
Sử dụng: thiết bị được gắn lên đế từ chân gập hoặc thước đo cao ở phần chuôi. Phần đầu đo được tiếp xúc với vị trí cần so sánh của chi tiết, góc của kim đo với phương của mặt chuẩn không quá 5o, xoay mặt đồng hồ về 0 để cài đặt điểm zero. Xoay tròn chi tiết trên bệ xoay, hoặc rà phẳng bằng thước đo cao, xác định giá trị chênh lệch lớn nhất của độ đảo hoặc độ phẳng.
*
Đối với góc θ lớn, cần phải nhân thêm hệ số bù cho kết quả đo được. Ví dụ kết quả đo là 0.200mm, kết quả thực tế là:
_ Với góc θ = 10o, hệ số bù là 0.98, kết quả = 0.200*0.98 = 0.196mm
_ Với góc θ = 20o, hệ số bù là 0.94, kết quả = 0.200*0.94 = 0.188mm
_ Với góc θ = 30o, hệ số bù là 0.86, kết quả = 0.200*0.86 = 0.172mm
Lưu ý: các hệ số trên được tham khảo từ hãng MITUTOYO.
- Các phương pháp đo khi đo bằng đồng hồ so
- Phương pháp đo so sánh: Cho đầu đo tiếp xúc với vị trí cần so sánh trên chi tiết sản phẩm. Xoay mặt đồng hồ về “0”. Sau đó đưa vị trí đo tiếp theo vào để xác định độ lệch giữa 2 vị trí. Phương pháp đo so sánh giảm sai số do điều kiện đo gây ra như :sai số do nhiệt độ, sai số do lực đo, sai số lắp ráp, sai số chế tạo và sai số chủ quan do người quan sát.
- Phương pháp đo tuyệt đối: Cho đầu đo tiếp xúc với bàn máp, chỉnh đồng hồ đo chỉ số 0 sau đó đưa chi tiết vào đo. Số chỉ đồng hồ sẽ là kích thước tuyệt đối của chi tiết.
- Vì sao nên hiệu chuẩn đồng hồ so?
Đồng hồ so là một thiết bị được sử dụng nhiều trong các ngành công nghiệp, ở các khâu đo lường chi tiết sản phẩm. Thiết bị gần như được sử dụng liên tục và luôn đòi hỏi độ chính xác cao để mang đến kết quả đo tin cậy. Việc hiệu chuẩn định kỳ sẽ đảm bảo đồng hồ so hoạt động chuẩn xác, đảm bảo chất lượng công việc, giám sát chất lượng sản phẩm.
- Quy trình hiệu chuẩn đồng hồ so
5.1. Các phép hiệu chuẩn tiến hành
- Kiểm tra bên ngoài.
- Kiểm tra kỹ thuật và lực đo
- Kiểm tra đo lường: kiểm tra sai số tổng, sai số thành phần và độ hồi sai; kiểm tra độ lặp lại.
5.2. Điều kiện môi trường
Khi tiến hành hiệu chuẩn phải đảm bảo các điều kiện sau:
- Đối với đồng hồ so có giá trị độ chia 0,001 mm; 0,002 mm:
+ Nhiệt độ: (20 ± 3)oC;
+ Độ ẩm: (50 ± 15) % RH.
- Đối với đồng hồ so có giá trị độ chia 0,01 mm:
+ Nhiệt độ: (20 ± 8) oC;
+ Độ ẩm : (50 ± 20) % RH.
5.3. Phương tiện hiệu chuẩn Đồng Hồ So
- Gauge Blocks.
- Trụ gá đống hồ so.
- Thiết bị đo lực có giá trị độ chia ≤ 0,02 N hoặc cân đồng hồ có giá trị độ chia ≤ 2 g
5.4. Tiến hành hiệu chuẩn
Lưu ý: Đây là quy trình theo chuẩn chung, quy trình cụ thể trên thực tế sẽ có những điểm khác biệt nhất định, phụ thuộc vào nhu cầu của khách hàng.
Nguồn: DLVN 75
5.4.1.Kiểm tra bên ngoài
Tiến hành kiểm tra bằng mắt thường và bằng lúp theo các yêu cầu sau:
- Nhãn hiệu trên mặt đồng hồ phải ghi:
- Giá trị độ chia;
- Phạm vi đo;
- Số hiệu dụng cụ.
- Các vạch chia, chữ số phải được ghi khắc rõ ràng, đều đặn và liền nét. Mặt đồng hồ phải được định vị chắc chắn. Khi quay, dịch chuyển vị trí không ảnh hưởng đến kim chỉ thị;
- Mặt kính phải trong suốt, không bị rạn nứt, xước … làm ảnh hưởng đến việc đọc số;
- Bề rộng của mũi kim dài không được lớn hơn bề rộng của vạch chia, kim phải phủ lên vạch chia một khoảng từ 1/3 đến 3/4 chiều dài vạch chia. ở trạng thái tự do, kim phải nằm về phía trái trục dọc của đồng hồ và cách trục dọc của đồng hồ so một khoảng từ 10 đến 30 vạch chia.
- Mặt làm việc của đầu đo không được han rỉ, lõm hoặc có vết xước.
5.4.2.Kiểm tra kỹ thuật và kiểm tra lực đo
5.4.2.1.Kiểm tra kỹ thuật
Dùng trụ gá đồng hồ so kiểm tra để kiểm tra dịch chuyển của đầu đo theo các yêu cầu sau:
- Thanh đo phải chuyển động nhẹ nhàng trên toàn phạm vi đo, trong quá trình chuyển động kim không được nhảy bước. Sau khi thôi tác động một lực lên đầu đo, kim phải trở lại vị trí ban đầu;
- Đối với đồng hồ so có kim ngắn để chỉ thị số vòng quay của kim dài, kim ngắn dịch chuyển phải đều đặn không được nhảy bước và phải phù hợp với dịch chuyển của kim dài.
5.4.2.2.Kiểm tra lực đo
- Yêu cầu:
- Lực đo của đồng hồ không nằm ngoài phạm vi từ 0,4 N đến 2,5 N;
- Chênh lệch giữa lực đo lớn nhất và lực đo nhỏ nhất khi đầu đo đi vào và đi ra không vượt quá giá trị 1,5 N;
- Chênh lệch giữa lực đo khi đầu đo đi ra tại một vị trí bất kỳ trong phạm vi đo không vượt quá giá trị 0,9 N.
- Phương pháp kiểm tra: phương pháp kiểm tra lực đo của đồng hồ so bằng cân đồng hồ được tiến hành như sau: gá đồng hồ so lên giá đỡ cho đầu đo tiếp xúc với mặt đĩa cân, sau đó dịch chuyển tay đỡ về phía dưới rồi đọc lực đo trên cân tương ứng với 5 đến 10 vị trí phân bố đều trên toàn phạm vi đo của đồng hồ so. Tiếp tục cho tay đỡ dịch chuyển theo chiều kim ngược lại và lần lượt đọc các lực đo trên cân tại những vị trí vừa kiểm. Sự chênh lệch lực đo tại một vị trí giữa hai trạng thái đầu đo đi vào với đi ra được xác định bằng hiệu số giữa hai lực đó.

Hiệu chuẩn đồng hồ so loại chân gập

Hiệu chuẩn đồng hồ so cơ khí loại tiêu chuẩn
5.4.3.Kiểm tra đo lường
5.4.3.1.Yêu cầu chung
Xác định sai số tổng, sai số thành phần
- Sai số tổng của đồng hồ so là giá trị lớn nhất của hiệu số giữa số chỉ của đồng hồ so với giá trị thực qui ước tại điểm đo bất kỳ khi đầu đo đi vào và đi ra;
- Sai số thành phần là chênh lệch lớn nhất giữa hai sai lệch số chỉ khi kiểm đồng hồ so tại hai điểm cách nhau 1/10 vòng quay trong cả hai trạng thái đầu đo đi vào và đi ra.
5.4.3.2.Phương pháp 1
Kiểm tra trên máy kiểm đồng hồ so. Gá đặt đồng hồ so theo chỉ dẫn của máy kiểm. Điều chỉnh vị trí “0” của máy tương ứng với vị trí “0” của đồng hồ so. Sau đó lần lượt kiểm tra các số chỉ của đồng hồ so ở trạng thái đầu đo đi vào với đi ra theo các bước sau:
ØBước 1: Cho thang đo của máy kiểm dịch chuyển từng 1/10 vòng cho đến 1/5 phạm vi đo. Sau đó dịch chuyển từng 1/2 vòng cho đến 1/2 phạm vi đo, tiếp tục dịch chuyển từng vòng một cho đến hết giới hạn đo đồng thời đọc các giá trị tương ứng chỉ trên đồng hồ. Sau đó lần lượt cho thang đo của máy dịch chuyển theo chiều ngược lại tương ứng với các vị trí của đầu đo đồng hồ đi vào đồng thời đọc các giá trị tương ứng chỉ trên đồng hồ.
ØBước 2: Kiểm lần lượt 10 giá trị độ chia trước và sau điểm có sai số cực đại hoặc cực tiểu đã kiểm tại bước 1 để xác định chính xác vị trí có sai số lớn nhất.
5.4.3.3.Phương pháp 2
Kiểm tra bằng thước vặn chuyên dụng hoặc máy đo chiều dài
a)Kiểm tra trên thước vặn chuyên dụng:
Kẹp thước vặn chuyên dụng lên gá vạn năng. Tháo đầu đo cố định của thước vặn ra và gá đồng hồ so vào, sao cho khi trục ren chuyển động theo hai chiều ngược nhau mà đồng hồ so có thể di chuyển hết giới hạn của nó ở cả hai trạng thái đầu đo đi vào với đi ra. Sau đó điều chỉnh vị trí “0” của đồng hồ tương ứng với một vị trí bất kỳ của thước vặn quy ước đó lỡ vị trí “0” của thước. Tiến hành kiểm tra theo các bước như phương pháp 1.
b)Kiểm tra trên máy đo chiều dài
Gá đồng hồ so lên máy sao cho đầu đo của đồng hồ tiếp xúc với có cùng phương chuyển động với đầu đo của máy đo chiều dài (có tính năng kỹ thuật như đã nêu trong mục 2). Khi gá đặt phải thoả mãn các yêu cầu như đối với khi tiến hành kiểm tra trên thước vặn chuyên dụng.
Trình tự kiểm tra cũng được tiến hành theo hai bước giống như trên máy kiểm đồng hồ so đã nêu trong phương pháp 1.
- Ghi chú: Khi kiểm tra không được tự ý đổi chiều di chuyển của đầu đo. Nhất thiết phải kiểm xong một trạng thái (đi vào hoặc đi ra) của đầu đo rồi mới kiểm sang trạng thái khác. Trường hợp dịch chuyển quá vị trí cần kiểm phải lùi lại sau vị trí đó khoảng 20 vạch rồi mới dịch chuyển trở lại.
5.4.3.4.Độ hồi sai
Độ hồi sai là chênh lệch lớn nhất giữa hai kết quả đo tại một điểm đo bất kỳ khi đầu đo đi vào và đi ra.
Phương pháp xác định:
- Kiểm tra độ hồi sai bằng máy kiểm đồng hồ so, hoặc thước vặn chuyên dụng hoặc máy đo chiều dài;
- Tại điểm có sai số lớn nhất như đã xác định theo mục 4.3.2 cho thang chia của máy dịch chuyển vượt qua vị trí này khoảng 20 vạch chia rồi trở lại vị trí cũ ghi lại số chỉ của đồng hồ. Tiếp tục cho thang chia của máy dịch chuyển theo chiều ngược lại khoảng 20 vạch chia rồi trở lại vị trí ban đầu ghi lại số chỉ trên đồng hồ … Tiến hành như vậy lặp lại ít nhất 10 lần rồi lấy giá trị trung bình của số chỉ trên đồng hồ ở hai trạng thái của đầu đo. Độ hồi sai được xác định bằng hiệu số giữa hai giá trị trung bình đó.
5.4.3.5.Độ lặp lại
Độ lặp lại là chênh lệch lớn nhất giữa các kết quả đo khi tiến hành đo lặp lại tại một điểm đo bất kỳ.
Phương pháp xác định: xác định độ lặp lại theo các phương pháp sau:
- Ghép căn mẫu song phẳng lên bàn đo (thường dùng miếng 5mm) kẹp đồng hồ vào trục gá cho đầu đo tiếp xúc với căn mẫu. Dùng tay đỡ cho kim quay 2-3 vòng, tiếp theo dừng ở vị trí bất kỳ nào đó, tiếp theo dùng tay nâng và hạ đầu đo của đồng hồ (10 -15) lần mỗi lần nâng hạ phải đọc số chỉ trên thang đồng hồ;
- Độ lặp lại cũng có thể kiểm tra trên máy kiểm đồng hồ so hoặc thước vặn chuyên dụng hoặc máy đo chiều dài theo trình tự tiến hành như kiểm bằng căn mẫu.
Thông tin khác
-

DỊCH VỤ CHỤP ẢNH NHIỆT (SCAN NHIỆT) TRONG CÔNG TÁC BẢO TRÌ DỰ PHÒNG
Ảnh nhiệt là gì? Mỗi vật thể đều có một bức xạ nhiệt độ khác nhau và chúng ta không thể nhận biết chúng bằng mắt thường. Ảnh nhiệt thể hiện giá trị nhiệt độ bề mặt của vật thể. Thông thường màu sáng thể hiện giá trị nhiệt độ cao hơn và màu tối … Đọc tiếp "DỊCH VỤ CHỤP ẢNH NHIỆT (SCAN NHIỆT) TRONG CÔNG TÁC BẢO TRÌ DỰ PHÒNG"
-
Thước cặp điện tử Insize
Được thành lập vào năm 1995, Insize được biết đến là công ty cung cấp thiết bị đo lường chuyên dụng đa dạng cả mảng cơ – điện giá rẻ trên thị trường. Định vị ban đầu của Insize là phục vụ cho phân khúc khách hàng phổ thông, cá nhân, trường dạy nghề….các lĩnh … Đọc tiếp "Thước cặp điện tử Insize"
-
Độ cứng là gì? Máy đo độ cứng là gì?
Độ cứng là đặc tính của vật liệu, không phải là tính chất vật lí cơ bản. Nó được định nghĩa là khả năng chống lại vết lõm và nó được xác định bằng cách đo độ sâu vĩnh viễn của vết lõm. Nói 1 cách đơn giản hơn, khi sử dụng một lực cố … Đọc tiếp "Độ cứng là gì? Máy đo độ cứng là gì?"
-
RMS là gì? Cách tính True RMS
RMS là tên tiếng anh được viết tắt của cụm từ Root Mean Square tức là giá trị của căn bậc 2 bình phương. Giá trị RMS hiệu dụng là giá trị của căn số bậc 2 bình phương dòng điện xoay chiều, tương đương với giá trị dòng điện 1 chiều sản sinh đi … Đọc tiếp "RMS là gì? Cách tính True RMS"
-
Tại sao việc trang bị Bộ Lưu Điện trong các bệnh viện lại cực kỳ quan trọng?
Bệnh viện là nơi có cơ sở hạ tầng phức tạp, đòi hỏi phải cung cấp điện liên tục để duy trì hoạt động hàng ngày. Trong trường hợp mất điện, các hệ thống và thiết bị có thể bị ngừng hoạt động và mất tới một phút để kết nối với máy phát điện … Đọc tiếp "Tại sao việc trang bị Bộ Lưu Điện trong các bệnh viện lại cực kỳ quan trọng?"
